
Casting flow path loss
Those who know about die-casting will know that the flow path or residual material is part of the casting. Although there is no profit value, it is unavoidable in the production process. This part of the cost is generally only calculated as a fixed ratio of casting costs. At the same time, in view of the recyclability of zinc alloys, the most common treatment method in the country is the real-time throwback of furnace melting. Due to the need to control quality problems, the use of central smelters to recover runners or waste products has gradually become accepted by the industry (Figure 1). As for the slag, the larger die-casting plant may recover itself, and will generally sell the surplus to the raw material supplier and replace it with new material. The local zinc recovery price is generally 5 to 70% of the new material. Without good environmental protection, handling slag can cause air pollution.
Take a 160-ton hot cell die casting machine as an example, each time producing at least 150g flow channels (excluding overflow wells), assuming three shifts, a production cycle of 20 seconds, a machine utilization rate of 80%, and an annual output of pouring The mouth flow reached 190 tons. Another example: Calculating an 80-ton machine, each producing 100 grams of runners, the same assumption but the production cycle is changed to 12 seconds, and the annual production flow is more than 210 tons.
It can be seen that the importance of flow path design affects the cost.
Various recycling methods
Among the recycling methods, directly dropping the runners into the furnace is the simplest and cost-saving method. The just-produced runners do not need to be preheated, but also reduce the storage space, but it is difficult to control the quality of the molten material, including more slag, furnace temperature is difficult to control, the alloy composition is also not known; more importantly, it depends on The process of operating the staff, such as the proportion of new materials, observes the changes in the boiler water, and the employees put the overflow wells and flashes into the stove, which will not only make the situation worse, but also hide the method of directly melting the waste products. The problem of high defective rate, mold design, and unstable die casting parameters has made it impossible for managers to effectively improve. This method is not suitable for producing castings with high surface quality requirements, and it is difficult to correctly calculate the flow path loss cost.

The central furnace recovery nozzles and defective products began to prevail in die-casting plants with large production volumes. The benefits are obvious. The centralized treatment of recycled materials can increase furnace efficiency and control alloy quality. If metal liquid is directly added to the furnace from the central furnace, the temperature of the die casting machine can be kept stable, and less slag, if accompanied by automatic feeding control, the change of the liquid level can be minimized. Current popular central furnaces fall into several categories: cast iron crucibles with larger capacity, stainless steel crucible furnaces, and continuously melting non- crucible furnaces. Zinc liquid transport is also divided into several categories: There is a crane-type liquid material transport, there is a ground cart type (trackless or rail) holding furnace (with feed device) transport and insulation trough gravity conveyor device, the furnace and the central furnace Connected. Its disadvantage is that the investment is large, only suitable for a single alloy (small furnace is not discussed here), the workshop occupies a large area, so a small die-casting plant (five below the machine) is not suitable, and the old plant is difficult to transform with Therefore, it will generally be replanned only when a new factory is built.
The use of small crucible furnaces for turning gating materials is not considered as a calculation reference because of the lack of economies of scale and higher costs compared to central furnaces.
Calculation of turnover costs
The calculation of the tumbling cost of the flow channel is based on the use of a central furnace as a reference. Taking a company with five 80-ton or 160-ton die casting machines as an example, it is assumed that the investment in the equipment is 500,000, which is divided into ten years. Annual processing of about 1,000 tons of flow channel recycling material (the actual situation should be in proportion with the new material melting, here is simply to calculate the cost of turning and melting).
The turnover cost per kilogram of sprue is $0.93. According to the calculation of the five machines mentioned above, the annual production of 1000 tons of flow channel nozzles involves an amount of nearly 10 million. If the recovery includes defective products, this figure is even more alarming (such as The average casting weight is 100 grams and the reject rate is 5%. The cycle time is 12 seconds. Five machines calculate that the defective product recovered is about 53 tons per year. Although the greater the number of processing, the lower the melting cost, there is no calculation of environmental protection and strict quality control costs. It can be seen that the cost of turning the gates is quite alarming, and the die casting plant must minimize the cost. Therefore, how to reduce the gate weight is an important key to control the cost.
Land rent of HK$20.000 Equipment investment Apportionment of HK$50,000 HKD interest cost of HK$5.000 Maintenance Maintenance fuel cost of HK$27,000 (100 litres of oil dross per ton • US$2 per liter) HK$200,000 electricity (USD1 per degree) HK$30,000 wage (includes operations Workers, managers, quality control personnel) HK$100,000 HK$5% (US$10/kg) HK$500.000 Total: HK$930,000
How to calculate the cost of shared flow channels
The tumbling cost of nozzles must be calculated into the production cost of the casting. The most common method is to use the material by a fixed percentage. For example, the raw material price is $10/kg, the nozzle melting cost is 3% of the casting weight, and the casting material price is calculated using $10.3. Although this method is simple, it may cause cost calculations to be biased and hide the true cost of nozzle recovery. A comparison can now be made using the following example:
Cast A net weight 400 grams, outlet flow weight 100 grams.
The net weight of casting B is the same as 400 g, and the runner flow weight is 250 g.
If you use a fixed percentage calculation:
The cost of casting A and casting B should be the same ($10.3 x 0.4) = $4.12.
If you use actual recovery costs:
Casting A should be ($10 x 0.4 + $0.93 x 0.1) = $4.093
Casting B should be ($10 x 0.4 + $0.93 x 0.25) = $4.233
This difference appears to be small, but with a 20-second production cycle, the machine usage rate is 80% and three shifts are produced. Each machine produces 1,261,440 times per year to calculate, the difference being as follows:
Runner nozzle cost casting A
Casting B
difference
Fixed ratio method 5.197.132 HKD 5.197.132 HKD HKD Actual cost method 5.163.074 HKD 5.339.675 HKD 176.601 HKD difference 34.058 HKD 142.543
If the fixed ratio method is used, the costs of casting A and B are the same, but the cost of casting B is actually higher. From this case, it can be seen that the calculation of the casting B by the fixed proportion method not only underestimates the production cost, but also indirectly encourages the designer not to reduce the weight of the nozzle flow path. The application of the actual cost method should be promoted (see the following table).
To reduce gate weight, the more common is the short gate (short nozzle) design, and thinning the template thickness. It uses a longer machine nozzle (usually 20mm longer than normal), with a deep hole in the gate mold design to reduce the weight of the gate, the following is a new hot chamber die casting runner design.
Hot chamber die casting runner design
The die-casting runner is the path of the molten metal from the nozzle into the mold cavity. It is composed of the sprue and the branches of the runner. Due to the need to attach the casting and facilitate demoulding, the sprue must have a slope. At the same time, the shunt block on the moving platen can reduce the thickness of the sprue; cooling water channels can be added to the shunt block to balance the heat of the mold, shorten the cooling time, and pull out the casting and eject it. A study by the Australian CSIRO Institute in the early 1970s found that, under acceptable tolerances, zinc alloy fluids can be summarized as:
The liquid state is that the non-compressive fluid conforms to the Reynold number (Reynold number) of the general hydrodynamic principle, indicating that the flow process is turbulent.
Based on the above research results, the ideal metal fluid flow state should be:
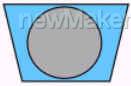
figure 2
1. The runner section is circular. Since the circumference/area ratio is the lowest, the surface resistance of the circular section duct is the lowest, so the pressure loss is also the lowest. Compared with the equal trapezoidal cross-sectional area, the surrounding area is less than 20%. (Figure 2)
2. The flow pipe is a straight line
Bending the pipe creates a biased flow, mixing air bubbles into the melt and causing pressure loss. Especially when the bending radius/tube diameter ratio is less than 1, the pressure loss increases rapidly.
3. The profile of the runner gradually shrinks toward the liquid flow
Rapid changes in the profile of the pipeline, whether large or small, can cause high pressure loss and turbulence. The best solution is to gradually reduce the profile to compensate for the loss of resistance caused by the pipe surface.
The disadvantage of traditional design
The current popular flow channels are contrary to the ideal flow state in design:
1. Large and small flow profile changes, causing Eddy currents (Figure 3)
2. The cross-section of the runner is trapezoidal. The cold flake is likely to occur at the corners of the runner. It is unfavorable for castings with high surface requirements.
3. The sharp bend angle of the runner and sprue will cause a flow separation (Figure 4).


Figure 3 Figure 4

Figure 5
HOTFLO Die Cast Hot Runner Design
The hot runner system has been widely used in the injection molding process, which reduces the problem of water outlet recovery and also helps to reduce the air trapped in injection molded parts. The same concept is being applied to the die-casting hot-chamber zinc die casting die casting hot-runner systems of HOTFLO, Australia (Figures 6 and 7a-7e).
This design eliminates the need for a diverter cone on a moving mold. The nozzle on the machine is in close contact with the clamping ring. The bushing of the hot runner is mounted on the stationary platen and heated from the heating bar to above 400°C. The zinc liquid will not solidify in the cup sleeve. The Sprue tip is mounted on the movable platen. The molten metal enters the cup sleeve from the nozzle and flows into the runner through the flow guide block. The cross-section of the entire flow channel is circular and progressively smaller. The curved design of the flow guide block minimizes pressure loss and vortex shedding (Figure 8). Before the solidification transition of the casting is in this bent position, the zinc liquid in the cup sleeve flows back to the “goose neck†and the mold is opened after the casting is cooled.
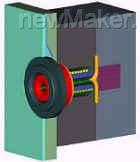
Figure 6


Figure 8
HOTFLO Hot Runner Features
The cold process is greatly shortened (Fig. 9). Cold cooling processes can produce cold lines, which is not conducive to the production of castings with high surface requirements. The HotFlo hot runner can improve this shortcoming.
The flow path profile is round in all directions. Due to the smallest area, heat loss and surface resistance are minimized. Compared with the commonly used trapezoidal design, there are corners that are prone to cold septa, and circular designs are more superior. In the past, due to the diversion cone design, the runner on the diverter cone was trapezoidal, so the remaining runner also followed its shape. In addition, a gradual trapezoidal runner is easier to machine on conventional machines. As NC machining has become the mainstream, there is no difficulty in processing gradient circular flow passages.
Uncured runners (ice cones) significantly reduce runner (water) weight. (Figure 10a, 10b)
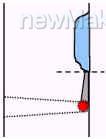
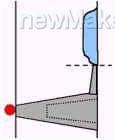
Figure 9


Figure 10
Figure 11

Figure 12
Without the hot and cold interface (Figure 11), in the traditional mold design, the nozzle needs to maintain high temperature on the hot and cold interface to prevent heat loss, resulting in a shorter life span. At the same time, the change of the cut surface at the nozzle position is not an ideal flow state. Exempt this issue.
Serialized standard component design (Figure 12), replaceable parts, nozzle diameter from 6mm to 48mm.
It can be used on any standard horizontal hot cell machine (Figure 13). Electrothermal or gas heating nozzles are available.
Applicable to modular molds, castings with low yield can also benefit.

Figure 13

HotFlow complete casting
Hot runner advantages
In summary, the hot runner system has the following advantages:
1. Shorten the production cycle. The cooling time depends on the wall thickness and the heat dissipation rate. The runner of the hot runner is smaller than the traditional design, and there is no need for cooling in the sprue, which can increase the production speed. Especially the effect of thin-walled parts is obvious.
2. Decrease in scum. Most of the scum is formed by the scale of the return runner.
3. There is no need to change the nozzle of the machine frequently. In the traditional die-casting mold design, the diameter of the machine nozzle must be matched. Because the hot runner does not have a solidified sprue, a larger nozzle diameter can be used to cover different mold casting requirements.
4. The proportion of small gates saves energy, and each machine can reduce over 100 tons of gates each year, reducing material costs.
5. Reducing melting gates can reduce emissions and is particularly important in order to cope with increasingly stringent environmental regulations.
6. Avoid stacking of enlarged gates, leaving the shop tidy and space-saving. Reducing vortex gas flow also reduces the need for overflow wells. The traditional split cone design easily leads to eddy currents and bias currents.
7. Reasonable standard design of hot runner minimizes pressure loss.
8. Reduce cold septa and improve surface quality.
9. The thermocouple controls the temperature of the heat flow cup sleeve and flow guide block, which is more conducive to process control and stabilizes production efficiency.
in conclusion
Zinc alloy die casting has been widely used in the field of household decorative parts. China has gradually become a variety of industrial production bases. Due to the increasingly developed domestic industry and the deeper understanding of the domestic situation of foreign investors, it is expected that the advantages of Hong Kong companies in this area will gradually be lost. In view of this, Hong Kong companies are now imperative to control costs and improve quality. The new design of the HotFlo hot runner system described in this article is believed to do both, and is expected to be widely used.