

Jin Xin, Aerospace Industry Aerospace Lifesaving Equipment Co., Ltd. Skills expert, processing center senior technician Jin Xin
Precision machining technology has a large market in defense, aerospace, aerospace and civilian applications, such as tiny satellites, aircraft, machine tools, firearms and vehicles. From the perspective of product development, meeting the needs of social life is an inevitable goal, and its function will inevitably be continuously improved and improved. Its processing theory and technology research have broad application prospects.
At present, precision machining technology mainly includes EDM, ion beam processing, laser processing and ultrasonic processing, and today we are focusing on precision machining technology.
As a subsidiary of AVIC, Aerospace Lifesaving Equipment Co., Ltd. is the only domestic enterprise engaged in the development and production of aviation rescue technology. It has the ability to develop from various aspects such as research and development, trial production, testing and batch production. The existing types are complete, production and testing. Full-featured multi-type precision equipment, such as multi-axis machining centers, micro-scale CNC boring and milling machines, multi-axis measuring instruments, sub-micron cylindrical measuring instruments and sub-micron automatic grinding machines.
With the diversification of demand in the defense market, the frequency of replacement of life-saving products is also accelerating. In order to meet the defense needs in a timely manner, the company has made unremitting efforts in technological innovation and personnel training by means of introduction, digestion and absorption, and has achieved certain results.
The experience of a large number of trial production and production work tells us: No matter how high, precise and precise the tools and equipment are, the key elements of mastering all the functions are the quality and management mechanism of people. Therefore, we will analyze the relevant cases in terms of people, machine, material, law, ring and measurement.
In the actual production processing, the dimensional tolerance is less than 100 μm, the geometrical tolerance is less than 100 μm, and the surface roughness value Ra≤3.2μm is the precision machining category. The dimensional tolerances are relatively good, and the surface roughness quality also decreases with increasing dimensional tolerances. Once the geometric tolerance is calibrated, it contains multiple constraints on size and roughness, which is an extremely delicate task. Two specific processing cases are described below.
1. Processing of holes:
As shown in Figure 1, the aperture tolerance is 0. 0 1 1 mm, and the surface roughness value Ra = 1.6 μm, a veritable precision dimensional tolerance. The material of the part is LY12, and the cutting performance is good. However, under the premise of directly processing the single clamping in the machining center, the continuous production of multiple pieces is out of tolerance. We found that there are multiple influencing factors:
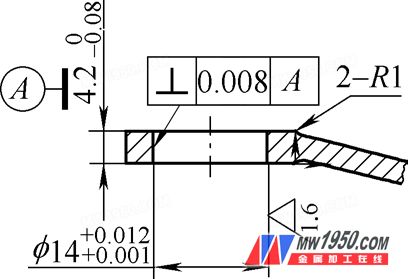
figure 1
(1) Deformation problem: The rough finishing is completed once, there is material stress deformation, and there is also elastic deformation of the clamping force.
(2) Ambient temperature factor: The expansion and contraction of this material with temperature is much larger than the tolerance. The machine tool also produces gaps with temperature changes. The temperature difference between the morning and the evening is above 10 °C.
(3) There are a lot of gaps and errors in the process processing system, such as the tool clamping mechanism, the spindle loose gripping mechanism and the radial runout of the main shaft.
(4) The influence of environmental dust on the precision of various precision mechanisms of machine tools.
2. Hole processing plan:
At this level of accuracy, a slap in the air will cause serious mistakes. For the above factors, the following solutions have been adopted:
(1) Clearing and finishing, multiple clamping, solving various deformation problems and avoiding the possibility of occurrence.
(2) Maintain the ambient temperature (20±2) °C, and take sufficient cooling during processing to ensure that there is no excessive temperature difference in the parts.
(3) When finishing, the equipment processing environment is better cleaned, avoiding more debris, dust and staining in the processing system to meet the precision requirements.
(4) The cost of the process system mechanism to achieve μm-level end accuracy is extremely high. Therefore, we use the "Qian Xuesen system operation method" (each component is not the best, but the combination of the results is the best): give up the automatic tool change function of the machining center, lock with a fine boring tool On the main shaft, after adjusting the tolerance, the single tool does not change, and the relevant profile of each part is continuously processed φ 14 +0.012+0.001 mm, and the same temperature online measurement is used.
The practice and improvement of the above measures have gone through a process of discussion and exploration. We must not let go of every possible relevant link, that is, 5M1E (6 elements of quality control). After multi-batch operation, the production is verified and improved, and its stability and pass rate are 100%.
3. Processing of the keyway:
Figure 2 shows a cross-sectional view of the part. The keyway tolerance is 0.02 mm, the symmetry of the cross-section circle is 0.01 mm, the sidewall surface roughness value is Ra=1.6 μm, the material is titanium alloy TC4, and the processing performance is very poor. In addition, the cavity is so small that the tolerance accuracy is so strict that processing and production is very difficult.
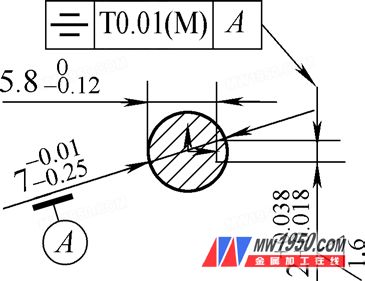
figure 2
Its CNC machining process solution is:
(1) Select the high rigidity, good toughness and wear-resistant knives that match the material to be processed.
(2) The cooling function of the device is powerful and flexible.
(3) The cutting process strictly separates the rough and fine machining, and the tools must be divided into rough and fine processing, each responsible.
(4) The numerical control interpolation accuracy and repeat positioning accuracy of the equipment are all within 5 μm.
(5) The workpiece fixture should have good rigidity and no microscopic elastic deformation after being stressed.
(6) When the operator installs the parts, the force is appropriate and the positioning is stable and accurate.
(7) In order to ensure that each product is qualified, it is necessary to strictly clean the clamping surface and manually correct or use the automatic function of the equipment to calibrate the part center.
(8) The measuring method is to produce the special fixture for testing which is consistent with the accuracy of the external circle and the precision of the process requirements. It is carried out according to the required steps in the environment specified by the process, and the processing environment is consistent with the requirements of the measurement environment.
(9) Figure 3 is a φ 12h7×450 mm steel shaft with a straightness of 0.02 mm, a surface roughness value of Ra=0.8 μm, a material of 30CrMnSiA, and a strength after heat treatment (1 175±100) MPa; the aspect ratio of the part is 37.5. The processing difficulty can be imagined.
image 3
4. The processing scheme of the keyway:
(1) The rough car removes the margin.
(2) heat treatment, and the tissue is stable and aging.
(3) Select the centerless grinding and coarse grinding to correct the outer circle, leave the finishing allowance 0.1 mm, and ensure the straightness is 0.1~0.2 mm.
(4) The fitter is calibrated to ensure that the straightness is within 0.05 mm.
(5) Finally, the high-precision cylindrical grinding machine is used for finishing. This step requires “slow work and fine workâ€; the amount of knife is 0.01~0.03 mm/time, and the feed rate is 10~30 mm/min.
(6) Strictly pay attention to the temperature change and the gap between the moving parts of the machine tool during operation to ensure safety.
This article succinctly describes the types of precision machining that are medium to high in the production of our unit, as well as the sub-micron level of accuracy. All of them are premised on the need to design and use functions. Due to confidentiality issues, it is inconvenient to publish.
With the continuous development of domestic aviation, aerospace and deep diving detection technologies, new materials have been widely used, which leads to the need to innovate new technologies in the machining industry. However, compared with foreign countries, there is still a big gap. The main performance is the summarization and inheritance of existing technologies and processes, as well as the management mechanism and institutional environment of personnel and wealth. It will not be discussed in depth here.
Vicat Softening Point Tester,Vicat Test Machine,Plastic Thermal Deformation Tester,Vicat Softening Point Testing Machine
Dongguan Best Instrument Technology Co., Ltd , https://www.dgbestinstrument.com