
Space composite angle through hole machining usually has two methods. The first type uses universal milling head equipment and is programmed by CNC programming on vertical and milling boring machines. The second is processed with a universal drill. Both of the above methods have limitations. The third method is introduced. The hole is made by the floor boring machine through the spindle of the machine tool and the workpiece to a certain angle and the spindle is translated.
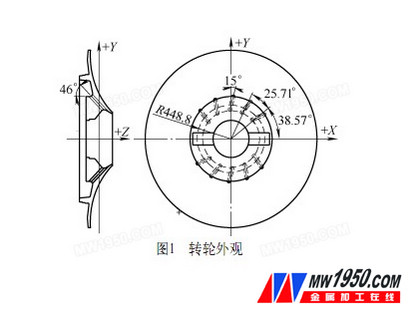
Our company's current mixed-flow turbine runner has 10 drainage holes on the crown coupling side (see Figure 1). The central axis of the drainage hole is projected on the YZ plane at 46° to the center of rotation of the upper crown, and the center of the drainage hole is projected at 15° on the XY plane, which is a spatial composite angle, and the drainage aperture is φ56 mm.
For the analysis of the workpiece and the machining hole position, we use the existing floor boring machine equipment to adjust the workpiece in place by geometric calculation and then drill the hole.
Geometric analysis calculation
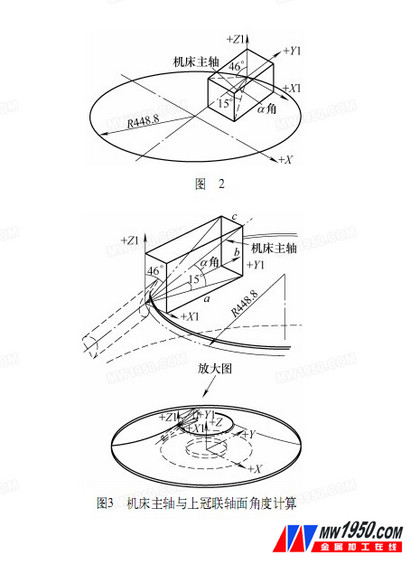
When the drainage hole is required to be processed according to the pattern, the spatial position of the machine tool spindle is simplified as shown in Fig. 2. The machine tool spindle is at an angle α with the plane (X1, Y1), and the machine tool spindle is projected at 15° to the +Y1 axis on the plane (X1, Y1).
2. Calculation of the angle between the machine tool spindle and the upper crown coupling surface (XY plane)
At the initial point of the upper crown punching, a coordinate system (X1, Y1) in which the upper joint axis plane is parallel is established, as shown in FIG. According to the coordinate system analysis, the angle α is the angle between the spindle of the machine tool and the coupling surface of the upper crown.
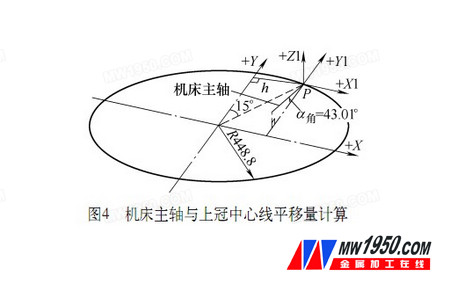
3. Calculation of translation amount of machine tool spindle and upper crown center line
The machine tool spindle and XY plane angle are adjusted to 43.01°, and the spindle projection coincides with the +Y axis in the XY coordinate system. At this time, compared with Figure 2, the difference between the machine tool spindle and the upper crown plane is only the deviation in the XY plane. °, so it can be achieved by translation. Then the machine tool spindle is translated to the P point along the +X axis. The machine tool spindle in this state is the actual machining position (see Figure 4). The translation amount h can be calculated by the trigonometric function formula sin15°=h/448.8 and calculated as h=116.2. Mm.
4. Actual work
(1) Ten φ56mm hole bit lines are drawn on the side of the inner crown of the upper crown.
(2) The upper crown is placed on the roller trolley, perpendicular to the ground, and fixed on the tooling (see Figure 5).
(3) Adjust the upper crown coupling surface and the boring spindle to form 43.01o, and the machine tool spindle is projected over the center of the circle.
(4) Adjust the spindle of the boring machine and translate it 116.2mm down along the +X1 axis, and drill the holes according to the hole line drawn by the tongs.
(5) Rotate the workpiece through the roller trolley to machine the remaining 9 drainage holes.

5 Conclusion
Practice has proved that the combination of the workpiece clamping angle and the translation of the machine tool spindle by the floor boring machine can be used to process the space composite angle hole position, which can also ensure the hole quality and processing efficiency. According to this method, our company has successfully processed 3 sets of crowns.
Resin Bond diamond and CBN Grinding Wheels
are made of either phenolic or polyimide resins. Pressure and heat are utilized
to bond the resin to our grinding wheel cores.
Phenolic bonded wheels can be utilized in dry or wet applications. Our
polyimide bonded wheels are best utilized in water or oil-based coolants for
improved form holding, typically required in CNC tool and cutter applications.
Resin bonded CBN Grinding Wheels are widely used on CNC machine for all tyeps of high speed steel cutter and drills machining and sharpening. They come mostly on shape of straight wheel of plat wheel, or bow shape wheel, or the working part can be sharpened to special shape like v shape or bevel shape.
A silicon carbide stone dresser is mostly used for the diamond or CBN grinding wheels.
Kemei produces all types and shapes diamond grinding wheels and CBN grinding wheels, and wheel dressers. If you need any grinding solution, contact us.
Resin Bond Grinding Wheels,Resin Bonded Diamond Wheel,Resin Bond Cutting Wheel,Resin Bond Diamond Cutting Wheel
Henan Jinlun Superhard Material Co., Ltd , https://www.jinlunsuperhard.com