
1 During the cutting process, the front of the tool is not always in contact with the workpiece, but in a regular contact and separation state.
2 Regular pulsed cutting forces replace continuous cutting forces.
3 The regular forced vibration of the tool (or workpiece) replaces the irregular self-excited vibration of the tool and the workpiece.
4 The cutting force is mostly from the vibration of the tool (or workpiece), and the movement of the tool (or workpiece) is only set to meet the machining geometry of the workpiece.
(2) Process effect analysis
1 instantaneous cutting force increases
According to the theory of continuous elastic dynamic analysis, in ordinary cutting, the cutting force always acts on the workpiece, so that the surrounding material also participates in resisting deformation, so that the cutting force at the slit is reduced. In vibration cutting, the material destruction process is different from ordinary cutting, which is performed by fine damage per impact. In the vibration cutting, the actual instantaneous cutting speed is increased by the vibration, and the dynamic impact force acts on the workpiece, so that the local deformation is reduced, the force is concentrated, and the instantaneous cutting force is increased. Thereby obtaining a large wavefront shear stress is beneficial to the plastic embrittlement of the metal. Reduce plastic deformation and facilitate cutting. This advantage is even more pronounced in the processing of superhard materials.
2 Surface quality improvement of the part The formula for calculating the surface roughness value:
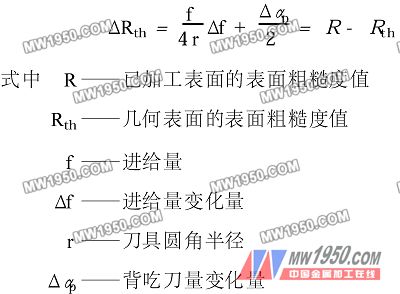
In vibration cutting, Δf and Δα p tend to be zero due to the characteristics of the insensitive vibration cutting mechanism, so ΔR th also approaches zero, so that the surface roughness value of the machined surface is close to the geometric surface roughness value.
3 is conducive to cooling
The high-speed vibration of the tool is very beneficial to the heat dissipation of the tool. At the same time, because the front of the tool is periodically separated from the workpiece, the cutting fluid is more likely to enter between the tool and the workpiece, which also increases the heat dissipation capability of the system. In vibration cutting, the tool periodically contacts and leaves the workpiece under the vibration source. When the chips are separated, the cutting fluid is cavitation and the cutting fluid enters the cutting zone. The impact of the tool on the workpiece during vibration cutting and the appearance of stress waves are beneficial to the initiation and propagation of cracks in the cutting zone. When the chip is in contact, the pressure difference occurs, so that the penetration of the cutting fluid is strengthened, and the lubricating and cooling action of the cutting fluid is fully exerted. These greatly reduce the friction between the rake face and the chip and the flank face and the surface of the machined workpiece.
4. Application of vibration cutting technology
Vibration cutting technology is a kind of precision machining method based on the study of the nature of cutting machining. It makes up for the shortcomings of ordinary cutting, but it can not completely replace the ordinary cutting, but has a certain scope of application, mainly the following Several aspects:
(1) Processing of difficult-to-cut materials
Stainless steel, hardened steel, high-speed steel, titanium alloy, high-temperature alloy, chilled cast iron and non-metallic materials such as ceramics, glass, stone, etc. are difficult to process due to mechanical, physical, chemical and other characteristics, such as the use of ultrasonic vibration cutting can be difficult . For example, when the outer ring, the end face, the thread and the bore of the hardened steel (35-45HRC) are vibrated by a cemented carbide tool, the parallelism, the perpendicularity and the concentricity are improved, and the surface roughness of the "mirror surface" can be achieved. Diamond tools can also be used for vibration precision machining. For example, titanium can only be finished by grinding and grinding. When the cemented carbide tool is used for vibration turning, the maximum surface roughness value on the end face can reach R a = 2 ~ 3μm, and the best can reach R a = 0.5 μm. In addition, the use of ordinary machining of graphite and alumina materials does not result in a flat machined surface, only ultrasonic vibration can be used to produce particle-type cutting separation and a neatly machined surface. Ultrasonic vibration can be used to cut mullite in foreign countries. If the ultrasonic energy is cut off, the workpiece will be damaged immediately and cannot be processed at all.
(2) Cutting of difficult-to-machine parts
Such as flexible shaft parts that are easy to bend and deform, small diameter deep holes, thin-walled parts, thin-plate parts and small-diameter precision threads, and parts with complex shapes, high processing precision and surface quality requirements, with ordinary cutting and grinding It is very difficult to use vibration cutting to improve the processing quality and increase the production efficiency. For example, the outer circumference of the elongated annealed and tempered aluminum rod (Φ7.2mm, length 220mm) with a cemented carbide turning tool. The vibration frequency is F=21.5kHz, the amplitude is A=15μm, f=0.05mm/r, a p =0.01mm. The oil is used as the cutting fluid in the total loss system. After processing, the workpiece diameter accuracy is 4μm, and the maximum surface roughness is obtained. The degree value R a =1 μm. Another example is a thin-walled cylinder made of special steel (the workpiece length is 70mm, the aperture is 15mm, and the wall thickness is 1mm). The inner hole accuracy is 4μm and the maximum surface roughness value R a is measured over the length of 50mm. = 3 μm.
Previous page next page
Baking rack,baking cooling mesh,baking Cooling Rack,cooling rack, steel wire cooling rack, etc.
Baking wire mesh is made of high quality 304 stainless steel, never rusting and durable. Cooling Wire mesh does not have any coating or chemical ingredients, making food safer.
Multi-functional Grill Cooking rack: the wire mesh is mainly used for outdoor cooking, it can also be used as a cooling and baking rack. Or you can develop other uses for it.Cooling Rack,Barbecue Wire Mesh,Barbecue Mesh Grill,Bbq Mesh,Bbq Grill Metal Mesh
Shenzhen Lanejoy Technology Co.,LTD , https://www.wirefruitbasket.com